在注塑或吹塑成型工艺中达到快速均匀冷却的效果,如图1所示为传统冷却水路与随形冷却水路的对比。

传统的冷却系统(左) 随形冷却系统(右)
(图1 传统冷却水路与随形冷却水路对比)
美国麻省理工学院的Sachs教授于1997年首次提出“注塑模具随形冷却技术”概念,他认为该技术将是3D打印最主要的4个应用之一。3D打印技术在形状复杂结构方面的优势,摆脱了传统机加工的成型限制,让复杂结构的随形冷却流道(随形水道),从设计变成现实。
PETG厚壁注塑瓶
1、案例说明:PETG的厚壁注塑,解决厚壁注塑的外观缺陷问题。
2、主要尺寸:该产品底部厚度为10mm,侧面厚度不均匀,为6~12mm。
3、开模时碰到的问题点:模具采用传统设计和加工工艺,注塑时产品存在严重的缺陷。底部和侧面缩痕比较明显,底部不平,进胶口处有明显拉丝。透明度较低(如图2所示),严重影响产品的外观。
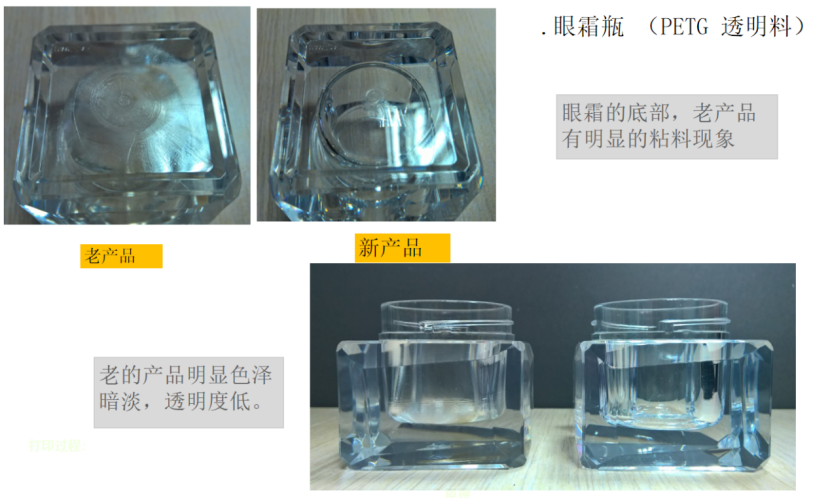
(图2 新、老产品外观效果对比)
4、优化方案:公模芯改成3D打印螺旋水路,如图3左图所示,使公模芯冷却更充分、更均匀。产品底部母模整体改成3D打印水路,如图3右图所示。采用该方案可以使公模模具温度和产品底部温度均匀,发挥3D打印模具能够使模具温度场均匀的优势。

(图3 打印随形冷却水路示意图)
5、实施过程:分析老模具图->设计随形水路->模流分析->方案定型->模具打印->精加工。
6、试模对比总结:外观效果对比如图3所示。产品外观质量显著提高,主要表现在透明度显著提高,侧面缩痕显著改善,底部平整度显著提高,进胶口处平整且没有拉丝现象。
成型周期大幅缩短,从180s降至120s,成型效率显著提高。
产品质量大幅提升、成型效率显著提高带来的产品成本的下降。
模具产能大幅增加,产品供应更有保障。