


























真空瓶主要材质

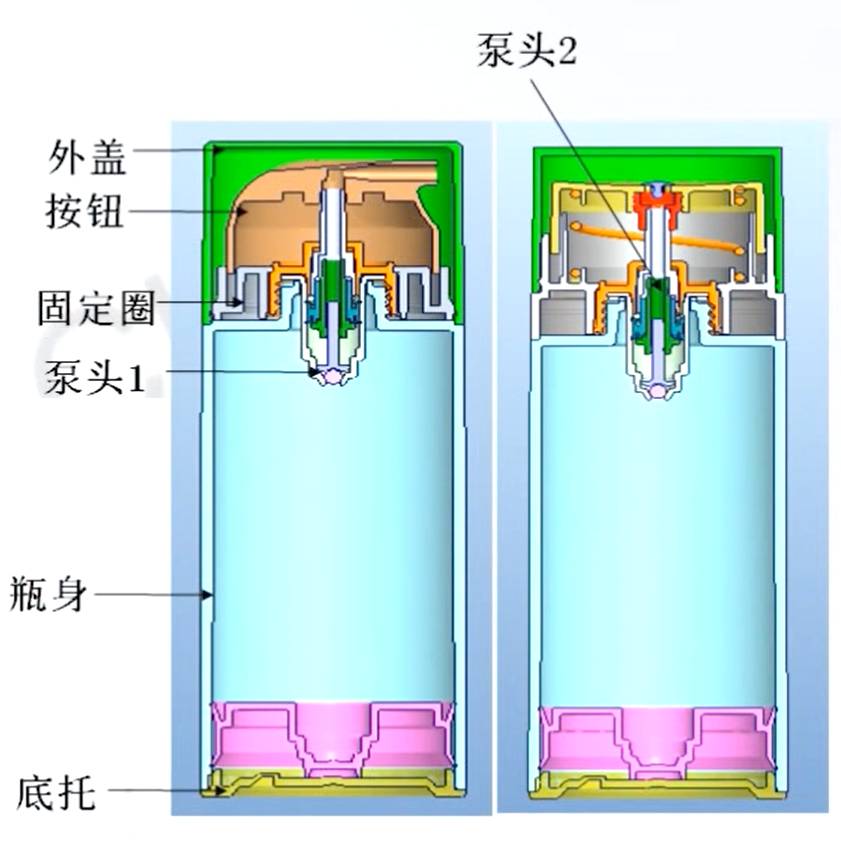
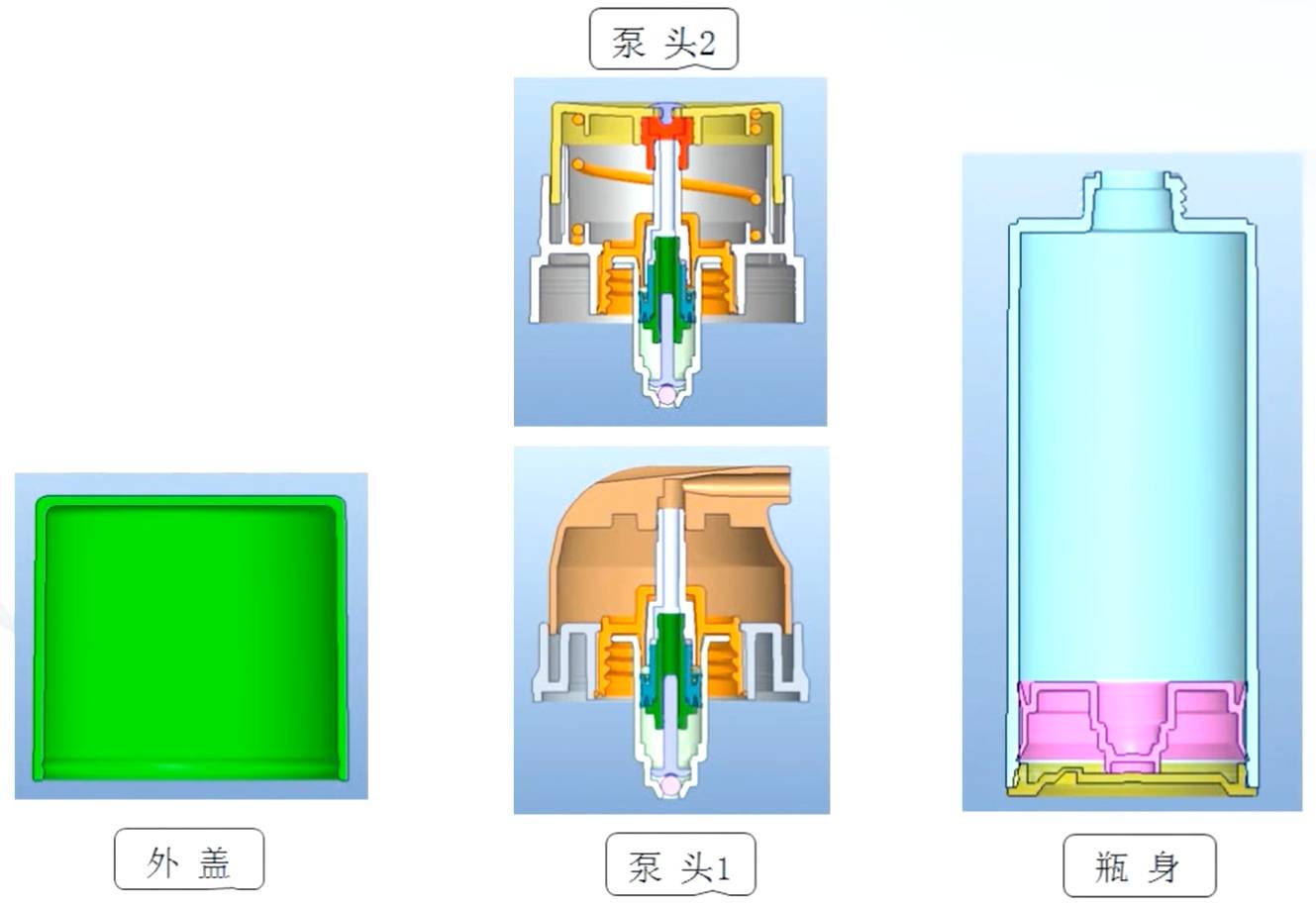
真空瓶是多组件系统,不同部位材质各异:

真空瓶分类方式

真空瓶按结构原理和外观形态分类:
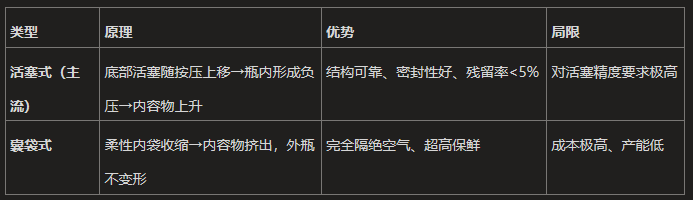
1. 按工作原理分
2. 按瓶身材质分
- 全塑真空瓶(AS/ABS+PP内胆,占80%市场)
- 玻璃真空瓶(玻璃瓶身+塑料内胆,高端线专属)
- 金属真空瓶(不锈钢外壳,小众高奢)
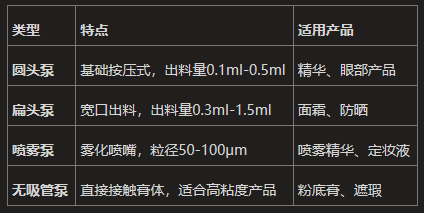
3. 按泵头类型分
真空瓶制造与技术原理
核心工艺流程图
A[瓶身注塑] B[内胆/活塞组装]
C[泵头注塑] D[阀门弹簧装配]
B + D E[整机装配]
E F[灌装封尾]
F G[负压密封测试]
技术原理详解
1. 真空形成机制:
- 首次按压:推动活塞上移 → 瓶内空气从排气阀排出 → 形成负压区
- 释放按压:弹簧复位 → 吸管下端产生负压 → 内容物被吸入泵腔
- 再次按压:泵腔内膏体被推出,活塞同步上移填补空间 → 空气0接触
2. “无残留”秘密:
- 活塞与瓶身间隙≤0.05mm,确保膏体无法回流
- 吸管底部的重力球随液面下降,始终接触膏体
真空瓶成本结构分析
以30ml精华真空瓶为例(万支单价):
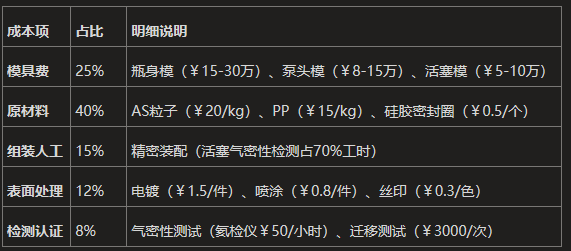
降本关键:
- 选择标准化活塞(节省模具费)
- 采用PP替代AS(降原料成本30%)
- 省去电镀工艺(成本降40%)
真空瓶质控核心要点
质控核心要点
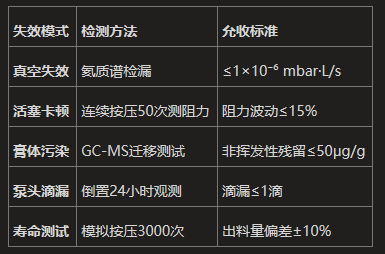
必做兼容性测试
1. 加速老化测试:45℃/75% RH存放3个月,观测活塞溶胀率(需<3%)
2. 低温测试:-10℃冷冻24小时,验证硅胶密封圈弹性恢复
3. 料体兼容性:高醇类(乙醇20%)、酸类(pH<3.5)配方需额外验证
采购决策指南
供应商筛选6要素
1. 专利技术:
- 活塞涂层技术(如PTFE覆膜降低摩擦)
- 无弹簧泵头设计(解决金属弹簧腐蚀问题)
2. 产能保障:
- 活塞精度要求±0.01mm(需慢走丝机床)
3. 合规认证:
- FDA 21 CFR §177.1640(AS材质)
- EU 10/2011(食品接触级硅胶)
4. 可替换设计:
- 内胆可替换式(降低环保成本)
- PCR塑料应用(消费后回收料≥30%)
5. 二次灌装兼容性:
- 是否支持消费者自行替换内胆(高端品牌趋势)
6. 应急响应:
- 活塞批次异常时48小时内提供解决方案
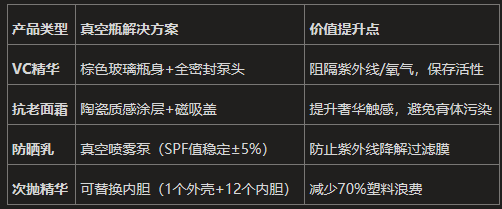
应用场景与创新趋势
高附加值产品适配
前沿技术方向
- 智能真空瓶: 内置RFID芯片记录开封时间,连接手机提醒保质期
- 自消毒泵头: 含银离子涂层抑制微生物滋生
- 碳中和包装: 生物基AS(甘蔗乙醇提取)+ 碳足迹认证


















