


























化妆品玻璃瓶主要采用钠钙硅酸盐玻璃,有时会采用高硼硅玻璃以满足特殊需求。玻璃成分决定了其物理化学性能。
1、钠钙玻璃:
成分: 主要成分为二氧化硅(SiO₂,约70-75%)、氧化钠(Na₂O,约12-15%)、氧化钙(CaO,约10-12%),以及少量氧化铝(Al₂O₃)、氧化镁(MgO)等用于改善性能。
特点:
高透明度与光泽度: 提供无与伦比的晶莹剔透感,完美展示内容物。
化学惰性极佳: 几乎不与任何化妆品成分发生反应,确保内容物纯净稳定,无迁移污染风险。
高阻隔性:对氧气、水蒸气、气味等具有极佳的阻隔性能,有效保护内容物(尤其对精油、易氧化活性成分、香水等至关重要)。
硬度高、耐刮擦: 表面不易产生划痕,保持长久美观。
质感厚重、奢华: 赋予产品高档、专业、值得信赖的形象。
可回收性强: 符合环保趋势。
缺点:
密度大、重量重: 增加运输成本和碳足迹,消费者便携性稍差。
脆性大、易碎: 对冲击和跌落敏感,生产和运输中需格外小心防护。
耐热冲击性较差: 突然的温度变化可能导致破裂(钠钙玻璃)。
成型加工相对复杂: 能耗较高,模具成本高。
成本较高: 通常高于同等容量的塑料瓶。
应用: 香水、高端精华液、精油、面霜、精华水、彩妆(粉底液、指甲油)、限量版/奢华系列产品。是化妆品包装提升档次的首选。
2、高硼硅玻璃:
成分: 含有较高比例的二氧化硅(>80%)和三氧化二硼(B₂O₃,约12-13%),显著降低氧化钠含量。
特点(相较于钠钙玻璃):
优异的耐热冲击性: 热膨胀系数极低,能承受剧烈的温度变化而不破裂(常用于实验室玻璃器皿)。
更高的化学稳定性: 对强酸、强碱的耐受性更好。
更高的硬度和强度: 相对更耐冲击(但仍属脆性材料)。
缺点:
成本更高: 原材料和生产工艺要求更高。
加工温度更高: 能耗更大。
应用: 主要用于对耐高温消毒或灌装热内容物有特殊要求的化妆品(相对少见),或某些需要极致化学稳定性的特殊配方。在普通化妆品 中应用不如钠钙玻璃广泛,成本是主要限制因素。
3.玻璃颜色:
透明(Flint): 最常用,完美展示内容物。
琥珀色(Amber): 提供UV防护(主要阻隔波长<450nm的紫外线),保护光敏性内容物(如某些精油、维生素C衍生物)。
绿色、蓝色等: 主要用于品牌差异化、美学设计或提供一定程度的遮光性(效果弱于琥珀色)。
瓷白/乳白玻璃: 不透明,通过添加乳浊剂(如氟化物、磷酸盐)实现,营造纯净、柔和、高端的质感,常用于面霜罐。
化妆品玻璃瓶主要采用模制(模吹)成型,少量特殊瓶型或小批量生产可能采用管制(管吹)成型。
1、模制成型:
原料制备: 将石英砂、纯碱、石灰石、长石、碎玻璃(熟料)等按配方混合均匀。
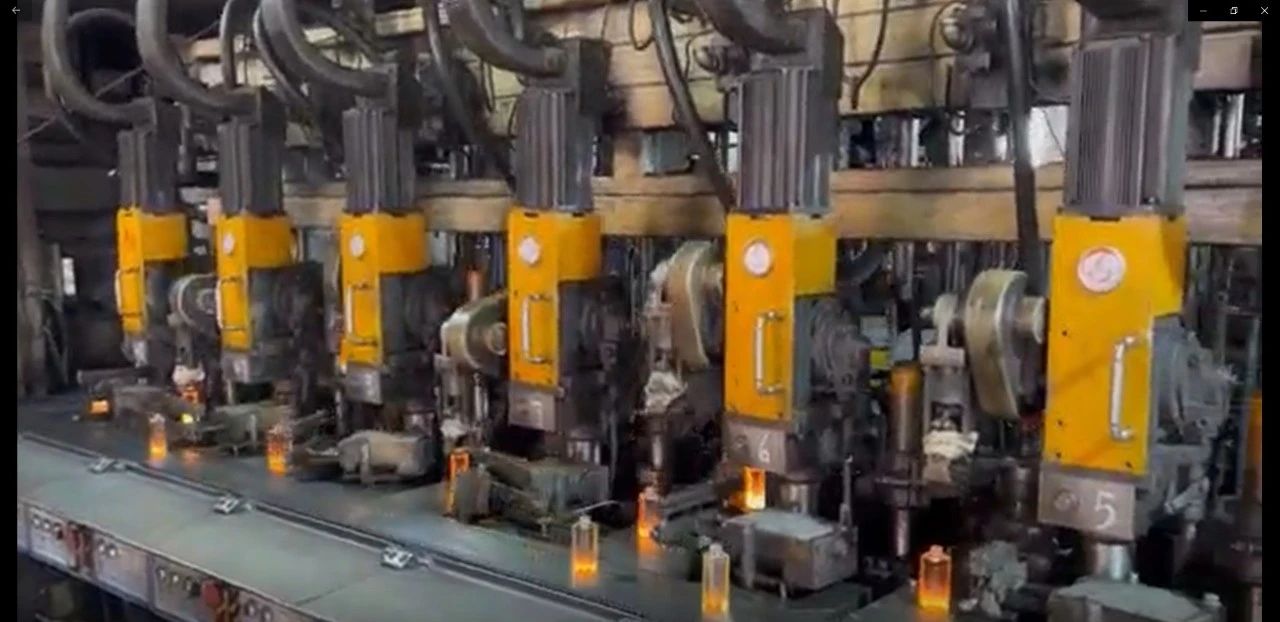
高温熔融: 混合料在池窑或坩埚窑中于约1500-1600°C高温下熔化成均匀、无气泡的玻璃液。碎玻璃的加入可降低能耗和原料成本。
供料与雏形形成:
供料道: 熔融玻璃液流入温度精确控制的供料道。
剪切与落料: 旋转的剪刀将玻璃液流剪切成特定重量(“料滴”)的玻璃块。
雏形模(闷头模): 料滴落入预热的铸铁或钢制雏形模。通过吹-吹法(小口瓶) 或压-吹法(广口瓶) 形成初步形状(“型坯”)。
吹-吹法: 料滴落入带口模的雏形模,先底部吹气形成瓶口和颈部雏形(“扑气”),再翻转后顶部吹气形成初步瓶身。
压-吹法: 料滴落入雏形模,金属冲头下压形成瓶口和内腔雏形,再转移到成型模吹气成型。效率高,瓶壁厚薄均匀性好,更适合广口瓶。
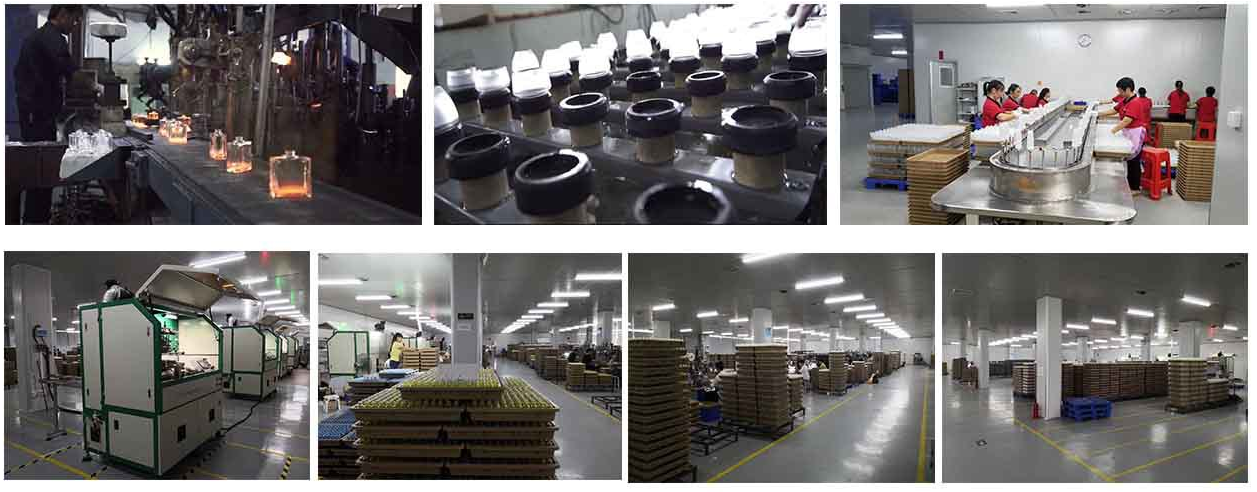
成型模: 炽热的型坯被转移到最终形状的成型模中,通入高压空气将其吹胀,紧贴模具内壁,形成最终的瓶子形状和表面细节(如纹理、LOGO)。模具设计极为关键。
退火:
目的: 消除玻璃在快速冷却过程中产生的内部应力,防止自爆或强度降低。
过程: 成型后的瓶子被送入连续式退火炉,经历加热(均热)、保温、缓慢降温(徐冷)到室温的过程。温度曲线需精确控制。
表面处理(可选):
喷涂: 瓶身外喷涂一层冷端涂层(CEC, 通常为硬脂酸盐或聚乙烯乳液) 在退火炉出口处(高温),提高表面润滑性,减少划伤;喷涂热端涂层(HEC, 通常为氧化锡或氧化钛) 在成型后进入退火炉前(高温),增强与冷端涂层的结合力,提高强度。这是现代高速生产的标准流程。
蒙砂/酸蚀: 用氢氟酸或氟化氢铵溶液腐蚀玻璃表面,形成细腻均匀的磨砂效果,提升手感和美观度,减少指纹残留。
彩釉/烤花: 将彩色釉料印刷在瓶身上,再经高温烘烤固化,实现复杂图案和品牌标识。颜色鲜艳持久。
镀膜: 真空镀膜(如PVD)可赋予玻璃瓶金属光泽(金、银、铬等)、虹彩效应或增加功能性(如增强抗划性)。
检验与包装: 经过严格的人工和/或自动光学检验(AOI)后,合格品包装入库。
2、管制成型:
特点: 先拉制或购买现成的玻璃管,然后在玻璃灯工机上加热软化,通过吹气、模具辅助成型。多为人工或半自动。
优点: 模具成本低,适合小批量、异形、特殊规格的瓶子(如某些小众香水瓶、特殊滴管瓶)。
缺点: 生产效率低,尺寸精度和一致性相对模制瓶稍差,成本通常更高(尤其人工成本)。
原材料成本 | 约占总成本的20%-35% | 受石英砂、纯碱、能源价格波动影响较大。高硼硅玻璃原料成本显著高于钠钙玻璃。 |
能源成本 | 占比极高(25%-40%) | 玻璃熔融和退火是耗能巨大的过程,受能源(天然气、电力)价格影响极大 |
模具成本 | 一次性投入巨大(远高于注塑模具),是分摊成本的主要部分 | 模具材质(特种铸铁/合金钢)、复杂度、尺寸、寿命决定成本。通常由客户承担或分摊。 |
制造成本(加工费) | 设备折旧与维护。人工成本(自动化程度高则相对低)。模具消耗与维护。辅助材料(脱模剂、涂层材料等)。后加工成本(蒙砂、彩釉、镀膜等特殊处理会显著增加成本)。 | |
退火成本 | 包含在能源和制造中,但过程控制要求高 | |
包装与物流成本 | 玻璃瓶重且易碎,需要更复杂的防护包装(隔板、纸托、气泡膜等)和小心运输,成本占比相对高 | |
质量检验成本 | 高要求的检验设备(AOI)和人工 | |
环保与合规成本 | 废气处理、废水处理、符合环保法规的成本 |

玻璃瓶的质控关乎安全、功能和品牌形象,要求极其严格:
1、外观质量:
气泡、结石、条纹: 严格控制尺寸、数量和位置(特别是瓶口密封面、瓶身可视区)。
裂纹(炸口、裂纹): 绝对不允许。
变形: 瓶口平面度、垂直轴偏差(歪瓶)、瓶身椭圆度等需符合公差。
合缝线毛刺: 模具合缝线处应平滑无尖锐毛刺。
表面缺陷: 划伤、擦伤、污渍、涂层不均匀。
颜色: 符合标准样,无色差(尤其有色玻璃)。
2、尺寸与容量精度:
瓶口尺寸: 直径、高度、螺纹(若有时)必须精确符合标准(如国际标准28/410, 24/410等)或定制要求,确保与瓶盖/泵头密封配合。
瓶身尺寸: 高度、外径、壁厚均匀性。
满口容量/灌装线: 确保灌装量准确。
3、物理性能:
内压力强度: 对含气内容物(如某些喷雾、慕斯)尤为重要,测试瓶子承受内部压力的能力。
抗热震性: 测试瓶子承受温度骤变的能力(如高温灌装后冷却)。
耐内应力: 通过偏光应力仪检测退火质量,残余应力需在安全范围内。
垂直轴偏差: 瓶子直立时的垂直度,影响灌装线和外观。
瓶底平整度: 确保瓶子站立稳定。
4、化学性能:
耐水性/耐酸性: 根据标准(如USP, EP)测试玻璃表面释放碱离子的量,确保对内容物pH影响可控。化妆品级玻璃通常要求较高等级。
涂层附着力与安全性: 确保冷/热端涂层、彩釉等牢固、无毒、无迁移。
5、功能性与兼容性:
瓶盖/泵头配合: 扭力适中,密封性良好(气密性、液密性测试)。
相容性: 与特定配方长期接触无不良反应(如脱片、浑浊、沉淀、吸附活性成分)。需进行长期稳定性测试。
1、玻璃态形成原理:
高温熔融的硅酸盐混合物在冷却过程中,粘度急剧增大,分子来不及有序排列形成晶体,而是冻结在无序状态,形成透明的非晶态固体——玻璃。
2、粘度控制:
玻璃制造各环节(供料、成型、退火)的核心是精确控制玻璃液的粘度,这直接依赖于温度。
3、模制成型原理(吹-吹法/压-吹法):
利用玻璃在特定温度范围(“工作范围”)内的可塑性,通过压缩空气的压力,使其在模具型腔内膨胀变形,复制模具形状。模具的冷却设计至关重要。
4、退火原理:
玻璃在快速冷却时,表面和内部冷却速度不同,产生永久应力(热应力)。退火通过将玻璃加热到其“应变点”以上并缓慢冷却,使内部结构重组,消除或大幅降低这些应力,提高机械强度和热稳定性。
5、涂层原理:
热端涂层(HEC): 在高温(>600°C)下喷涂金属氧化物(如SnO₂, TiO₂),在玻璃表面形成一层极薄、致密、化学键结合的氧化膜,提高后续冷端涂层的附着力和瓶子强度。
冷端涂层(CEC): 在瓶子温度降至约100-150°C时喷涂有机化合物(如硬脂酸盐、聚乙烯蜡乳液),在表面形成润滑层,降低摩擦系数,防止划伤和瓶子相互粘连。

采购化妆品玻璃瓶需综合考量技术、质量、成本和供应商能力:
1、明确需求:
材质与颜色: 钠钙玻璃?高硼硅?透明/琥珀/绿/白瓷?UV防护等级?
瓶型与容量: 详细图纸(瓶口标准或定制尺寸、瓶身形状、满口容量)。
表面效果: 光面?蒙砂?彩釉(颜色、图案、位置)?镀膜(颜色、效果)?
性能要求: 内压强度、耐热震性、化学稳定性等级。
法规与认证: 目标市场法规(FDA, EU, 中国GB),供应商需具备相关认证(如ISO 9001, ISO 22716/GMPC, ISO 15378 - 药品包装GMP)。
数量与交期: MOQ(玻璃瓶MOQ通常较高,尤其需要开模时),交货周期(含开模、打样、量产)。
包装要求: 特殊防护包装需求。
预算。
2、供应商评估(极其重要):
资质与认证: 必备的化妆品/药品包装生产资质和相关质量管理体系认证。
技术能力:
模具设计与制造能力: 核心能力,决定瓶型精度和外观
窑炉与产线: 窑炉类型(节能性)、自动化程度(行列机数量、速度)、退火炉能力。
表面处理能力: 蒙砂、彩釉、镀膜等的工艺水平和稳定性
检测设备: 是否配备
AOI、应力仪、内压测试机、壁厚测量仪等关键检测设备?实验室能力?
质量体系与稳定性:
来料、制程(窑炉、成型、退火、后处理)、成品检验流程是否完善严谨?
过程控制参数(温度、压力、速度)的监控和记录。
良品率水平?质量波动情况?是否有完善的追溯系统?
合规性文件: 能否提供符合性声明(材质安全)、迁移测试报告(如有涂层)、重金属测试报告等?
样品与打样: 打样速度、样品质量(能否准确体现设计意图和满足要求)。
产能与供应链: 能否满足订单需求?原材料供应是否稳定?
成本竞争力: 报价是否合理透明?模具费分摊方案?
合作与服务: 沟通效率、技术响应速度、问题解决能力、售后服务(如投诉处理)。
环保与社会责任: 能耗控制、排放处理、废弃物回收、劳工权益等。
3、模具管理:
所有权与费用: 明确约定高额模具费用的承担方(通常是客户)和模具所有权归属。
模具维护与保管: 明确供应商对模具的维护保养责任和存储条件。
模具寿命: 了解预期寿命。
4、成本控制策略:
标准化瓶口: 优先选用国际标准瓶口(如28mm),降低瓶盖成本和选择范围。
设计优化: 避免过度复杂的形状(增加模具难度和成本),考虑壁厚均匀性(减少缺陷和重量)。
轻量化设计: 在保证强度的前提下,减少玻璃用量(降低成本和能耗),但需供应商技术支持。
集中采购/长期合作: 争取价格优势和供应稳定性。
评估后处理成本: 复杂的彩釉、镀膜会显著增加成本,评估其必要性。
物流优化: 考虑本地化供应以减少运输成本和破损风险。
5、合同条款:
详尽明确,涵盖:技术规格与质量标准、验收标准与方法、模具条款、交货期与延迟责任、价格与支付方式、包装运输要求、保密协议、知识产权、质量索赔与违约责任、不可抗力、终止条款等。

玻璃瓶是提升化妆品高端感、纯净感、保鲜度、品牌价值的利器,主要应用于:
1、香水:
绝对核心应用! 对瓶型设计、透明度、质感(常结合蒙砂、镀膜、彩釉)、瓶盖(常为金属或电镀塑料)要求极高。是艺术与工艺的结合。
2、高端精华液/精油:
强调活性成分的保存和珍贵感。常用透明或琥珀色玻璃瓶搭配滴管或精密泵头。
3、奢华面霜:
广口玻璃罐(常为瓷白色或厚重透明玻璃),配搭金属或厚重塑料盖,彰显品质。
4、精华水/爽肤水:
透明玻璃瓶展示清澈质地,常用翻盖或细孔泵。
5、指甲油:
小容量玻璃瓶(常配毛刷盖),要求瓶口密封性极好,防止溶剂挥发。
6、粉底液/遮瑕液:
强调遮光性(琥珀色瓶)或展示质感(透明瓶),配搭泵头或特殊涂抹头。
7、限量版/珍藏版产品:
利用玻璃的可塑性和丰富的后处理工艺,打造独特、艺术化的包装。
8、天然有机品牌:
强调纯净、环保、无塑料污染,玻璃是首选包装材料。
9、需要高阻隔性保护的产品:
如含高浓度VC、视黄醇、易挥发精油等对氧气敏感的成分。


















