



























2. 成本结构分解(以1万支订单为例)
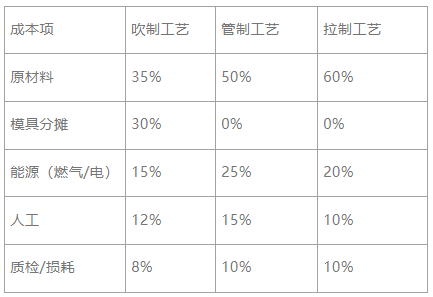
注:吹制工艺小批量订单中模具成本占比可达50%+
1. 吹制瓶质控
模具缺陷:检查合模线溢料(≤0.1mm)、瓶口偏心度(±0.2mm)
厚度均匀性:瓶身厚薄差≤0.3mm(X光测厚仪监控)
应力消除:退火温度曲线控制(520℃±5℃保温20min)
外观缺陷:气泡直径≤0.3mm(每瓶≤3个),无结石、裂纹
2. 管制瓶质控
玻璃管质量:硼硅酸盐玻璃(线膨胀系数≤5.0×10⁻⁶/K),耐急冷急热性>100℃
颈部精度:瓶口内径公差±0.05mm(防灌装渗漏)
壁厚控制:薄壁区厚度≥0.4mm(超声波检测)
微裂纹检测:全自动AI视觉检测(灵敏度0.02mm)
3. 拉制瓶质控
尺寸公差:瓶高±0.3mm,直径±0.2mm(防产线卡瓶)
口部处理:火焰抛光粗糙度Ra≤0.8μm(防割手)
直线度:弯曲度≤0.5%(确保站立稳定性)
表面洁净度:无油污残留(GC-MS检测有机污染物)
FOUR

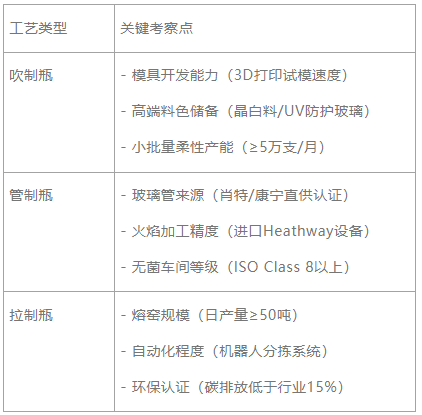
1.供应商选择维度
2. 成本优化策略
吹制瓶:拼版开模(多型号共享模具)降低30%模具费,轻量化设计减重20%省料
管制瓶:采购标准化管径(如Φ22mm/Φ28mm)节省10%管材成本
拉制瓶:订单整合(单批次>50万支)可压价至成本线+8%
3. 风险规避措施
吹制瓶:合同约定模具所有权,要求供应商提供模具使用计数报告
管制瓶:锁定玻璃管批次(避免混合料导致色差)
拉制瓶:要求预留产能20%作为安全库存,防断供
FIVE
高端产品可尝试“管制瓶体+吹制瓶盖”组合方案,在降低成本的同时保持高端触感,综合成本比全吹制方案低35%以上。通过系统匹配工艺特性与产品需求,结合供应链精细管理,可显著提升包材性价比与市场竞争力。


















