


























定义:
泵芯是乳液泵的核心驱动系统,通过机械结构产生负压/正压,实现液体定量输出与密封保存的精密组件。其性能直接决定产品使用体验(如出液量精度、按压顺滑度、密封性)。
技术本质
微工程力学系统:在直径8-25mm空间内集成弹簧力学、流体动力学、摩擦学设计
材料界面科学:解决玻璃/金属/塑料/液体间的相容性矛盾(如耐醇性、抗结晶)
寿命可靠性工程:要求经受≥5000次按压测试(国际标准ISO 22718)

关键参数:
- 出液量精度:±0.02g(如0.18g/泵)
- 启动力:30-60N(婴儿可操作范围)
- 残留量:≤5%(欧盟EC 1223/2009要求)
泵芯工作原理(四阶段循环)
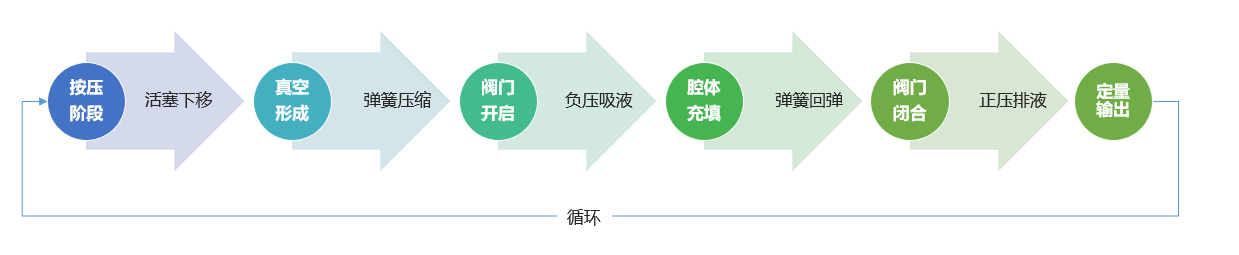
1. 下压行程
- 按压头推动活塞杆下移,主弹簧压缩
- 活塞密封圈切断储液腔与大气通道
2. 真空形成
- 活塞下移导致泵腔体积增大,内部气压<瓶内气压
- 瓶内液体顶开底阀球进入泵腔
3. 回弹排液
- 松开后主弹簧回弹推动活塞上移
- 底阀球闭合,泵腔体积减小形成正压
- 液体顶开活塞阀从喷嘴射出
4. 复位密封
- 活塞复位时副弹簧推动密封圈闭合
- 泵腔与外界隔绝防氧化/挥发
精密控制点:
- 阀球直径公差≤0.03mm(控制启闭灵敏度)
- 弹簧K值偏差±5%(确保出液一致性)
材料选择(失效风险规避)
组件 | 主流材料 | 关键性能要求 |
弹簧 | SUS304/SUS316不锈钢 | 盐雾测试96h无锈蚀(5%NaCl) |
活塞密封圈 | PTFE/改性PE | 耐醇类溶剂膨胀率<1.5% |
阀球 | 玻璃/陶瓷/316L钢 | 圆度误差≤0.01mm |
泵体 | PP/HDPE食品级 | 耐精油迁移(癸酸乙酯测试) |
工艺控制难点
- 弹簧绕制:数控机床控制线径±0.02mm,消除应力回火变形
- 密封面加工:活塞杆镜面抛光(Ra≤0.2μm)降低摩擦系数
- 超声波焊接:能量精确至±5J,防止塑料件热变形
- 洁净装配:Class 1000无尘车间防颗粒污染

技术协议必含条款
1. 兼容性验证:
- 72h料体浸泡测试(质量变化率≤0.5%)
- 低温(-20℃)/高温(50℃)循环冲击3次
2. 功能可靠性:
- 5000次连续按压(出液量波动≤±10%)
- 倒置悬挂24h无渗漏
3. 化学安全:
- 重金属迁移量(Pb≤0.5ppm, Cd≤0.1ppm)
- NP/NPE未检出(欧盟REACH Annex XVII)
成本优化策略
- 模块化采购: 基础泵芯公模化(占成本60%),仅定制喷嘴/装饰盖
- 模具共享:联合3-5个品牌向厂商统一定制降低单套模具费
- 梯度定价:

供应商审计清单
注塑车间:是否配备模温机(控制结晶度)
弹簧车间:有无光学筛选机(剔除变形品)
实验室: 是否具备HPLC检测设备(塑化剂筛查)
溯源系统:每个泵芯激光打码(生产批次可追踪)
行业失效案例与教训
- 某精华液泵芯结晶堵塞: 因未测试料体(含1,3-丙二醇)与PE密封圈的相容性,导致10万瓶产品召回,应对策略:强制要求供应商提供CMA兼容性报告
- 防晒喷雾泵芯爆裂:推进剂(二甲醚)腐蚀弹簧引发脆断,更换316L不锈钢成本增加30%但客诉率降98%
- 泵芯出液量漂移:弹簧未做去应力退火,使用3个月后K值衰减15%,改用预压处理工艺解决
1. 绿色泵芯:
- 可拆卸设计(替换芯减少80%塑料)
- 无弹簧泵(气压驱动,解决金属回收难题)
2. 智能泵芯:
- 压电传感计数(提醒补充量)
- 抗菌涂层(奥替尼啶盐酸盐处理)
掌握泵芯技术本质,建立材料数据库-功能测试-供应商能力矩阵三位一体管控体系,可规避90%以上质量风险,同时降低综合采购成本15%-25%。


















