



























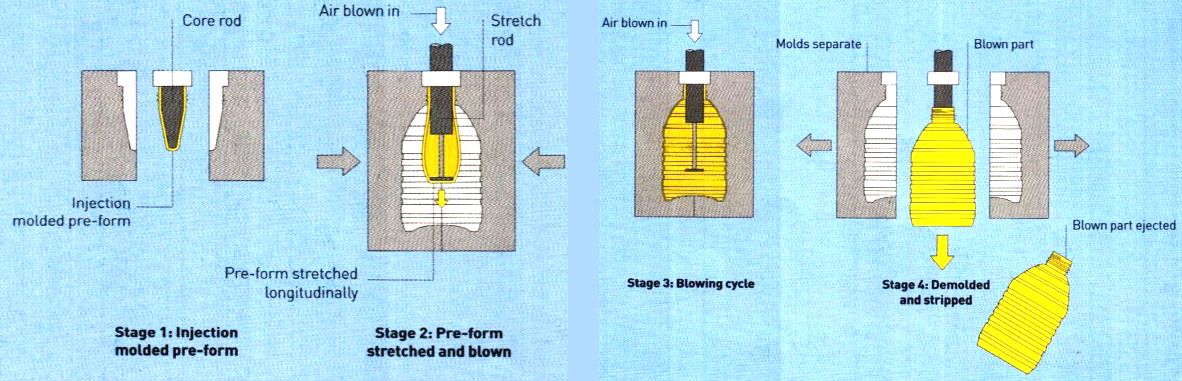
注拉吹塑,又简称注拉吹,它是先由注射成型机注射成型坯,将热型坯进行纵向拉伸,然后通入压缩空气使其横向拉伸,得到与模具型腔形状相同的制品。根据产品成型工艺方式,可分为一步法注拉吹工艺与二步法注拉吹成型工艺。


1、注拉吹设备

用户根据产品特性与成本等因素考虑,选择一步法还是二步法成型设备。
2、模具

注拉吹模分为两部分:胚管为注塑模、瓶模为拉吹模。模具是设备主要的配套产物。好的模具直接决定设备效能。
3、原料
树脂:PP、PE、PET、PS、SAN、PVC、PC等。

1、一步法
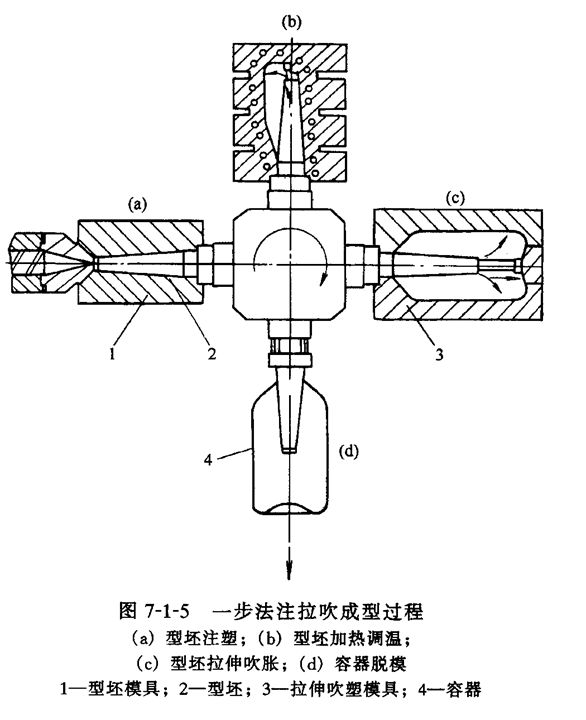
此法系采用多工位注拉吹成型机一次成型吹塑制品。塑料在a工位注入型坯模,型坯冷却定型后随型芯移至b工位加热调温,高温型坯移至c工位的吹塑模具中进行拉伸吹胀成型,冷却的成品随型芯移至d工位脱模。一步法注拉吹工艺是目前最先进的中空制品成型方法。自动化程度和成型效率高;制品双轴取向,壁厚均匀无飞边,不需后加工,产品精度高,性能优。但是设备与模具的价格昂贵。一步法注拉吹工艺多用于聚酯瓶等小型塑件的大批量生产。
2、二步法
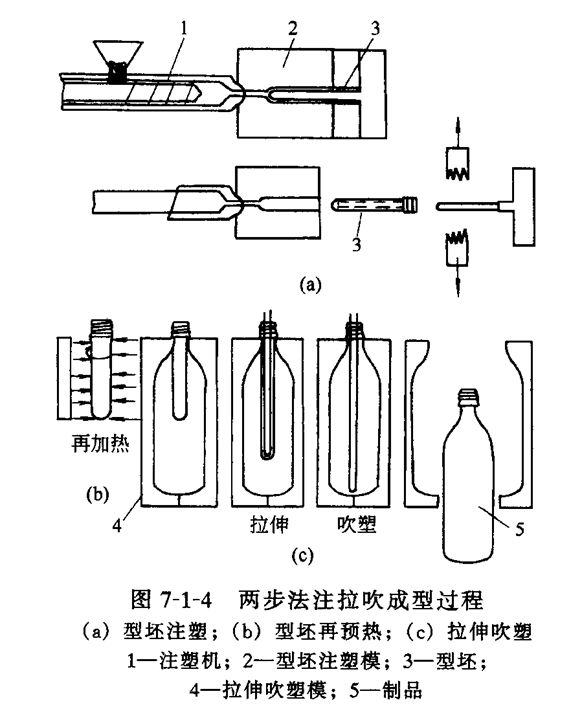
塑料经注射机及型坯注射模制成试管状型坯,型坯冷却定型后脱模。吹塑前将型坯再加热至热变形温度以上,预热的高温型坯移至吹塑模具中进行拉伸吹胀成型。两步法注拉吹工艺与注吹相比,增加了型坯拉伸工序,制品双轴取向,可获得薄壁高强度容器,产品精度和性能优于挤拉吹制品。但型坯冷却后需再次加热,能耗较大;自动化程度和成型效率不及一步法。两步法注拉吹工艺设备投资较小,容易上马。适于资金不太雄厚的中小企业和自用配套产品生产。


拉吹做为吹塑工艺中的一种,在化妆品包材企业中应用广泛,其中洗发水、沐浴露瓶,卸妆油瓶等都是用该工艺进行制造成型。



















